- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laborategiko balioak ulertzea: kolorea irakurtzeko benetako modua - Ingeniaritza plastikoetan koloreen desberdintasunen kontrolarako hiru oinarrizko parametroak
"Kolorimetroaren txostenean ΔE 2,1 onargarria da ala ez?"
"Bezeroak dio Lab balioak desaktibatuta daudela, baina koloreak ia berdinak iruditzen zaizkit".
Gure talde teknikoak egunero entzuten dituen galderak dira. Ingeniaritza plastikoen industrian, kolore desberdintasuna ez da begi hutsez soilik epaitzen. Automobilaren barruko piezak, 3C karkasa elektronikoak edo industriako egiturazko osagaiak izan, bezeroek ia beti sartzen dute Kolore Desberdintasunen Onarpen Arau bat argi eta garbi adierazten duena: ΔE ≤ 0,5, L, a, b balioak zehaztutako tolerantziaren barruan.
Beraz, zer dira zehazki L, a eta b? Eta zergatik dira fidagarriagoak ikuskapen ikuskatzea baino? Gaur, hiru parametro hauek ingeniaritza plastikoen ekoizpenaren hizkuntzan azalduko ditugu.

I. Kolorearen “Koordenatu Sistema”: Lab Koloreen Espazioa
Imajinatu mapa batean kokapen bat zehazteko, longitudea, latitudea eta altitudea behar dituzula. Lab kolore-espazioa kolorearen "hiru dimentsioko koordenatu-sistema" da.
1976an International Commission on Illumination (CIE) sortua, koloreak neurtzeko mundu mailako urre estandarra izaten jarraitzen du. Hiru dimentsioko espazio honetan edozein kolore bakarrean kokatu daiteke koordenatu multzo baten bidez (L, a, b).
• L balioa (Argitasuna): 0tik 100era bitartekoa. L=100 zuri hutsa da, L=0 beltz hutsa da. Ingeniaritza plastikoetan, zati beltz bat grisaxka agertzen den edo zati zuri bat horixka bihurtzen da funtsean L balioaren aldaketa.
• balio bat (gorria-berdea) : balio positiboek gorria adierazten dute, balio negatiboek berdea. Gorri distiratsua izan beharko lukeen ABS suaren iragazkorra "adreilu gorri triste" bihurtzen denean, baliteke a balioa izatea arazoa.
• b balioa (Tonu horia-urdina): balio positiboek horia adierazten dute, balio negatiboek urdina. b balioa da parametrorik "sentikorrena" - PBT, PC eta nylon bezalako materialek horia izaten dute tenperatura altuko prozesatzean. b balioa positiboki desplazatzen denean, zatia "horiz bihurtzen da".
II. Hiru zenbaki, hiru "Kolore desberdintasunaren sintoma" ohikoak
Ekoizpen solairuan, azkar diagnostikatzen ditugu arrazoiak Lab balioen aldaketen bidez:
1. L balioaren desbideratze handia - Lehenetsi materialaren egoera eta moldaketa prozesua egiaztatzea.
• L balio handia (zuriegia/zurbila): Baliteke moldearen tenperatura baxua edo titanio dioxido nahikoa ez izatea kolore maisuan.
• L balio baxua (ilunegia): baliteke materialaren degradazioa (tenperatura altuko esposizio gehiegizkoa) edo moldeen aireztapen eskasa.
2. Desbideratze handia balio batean - Lehenetsi materialaren formulazioa egiaztatzea.
• Balio baten aldaketa positiboa (gorrixka): Ohikoa da suaren aurkako materialetan, non suaren aurkakoa tenperatura altuetan deskonposatzen den, koloratzaileen kolorea uztea eraginez.
3. Desbideratze handia b balioan - Lehenetsi lehortze-baldintzak eta injekzio-tenperatura egiaztatzea.
• b balioaren aldaketa positiboa (horia): kausa ohikoena gehiegizko lehortzea edo urtze-tenperatura gehiegizkoa da. Nylon materialak bereziki sentikorrak dira - 0,5-ko b-balioaren noraeza "horixka" da begi hutsez.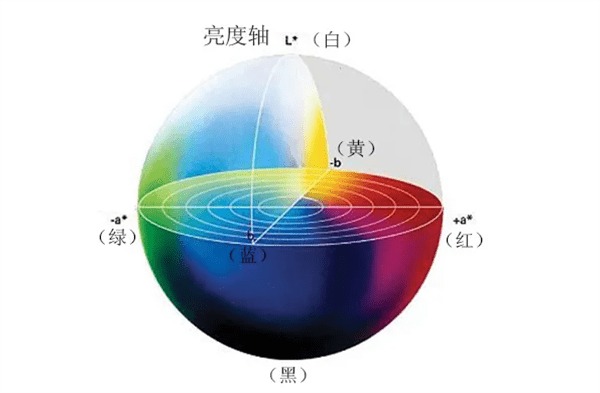
III. Zer da ΔE? Zergatik ezin gara fidatu ΔE bakarrik?
ΔE L, a eta b dimentsioen arteko desbideraketa konbinatua da, honela kalkulatuta:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Zenbaki bakarra erabiltzen du "kolore-diferentzia osoa" laburtzeko, epaiketa azkarra erraztuz. Hala ere, arazoa hauxe da: ΔE berak kolore desbideratze oso desberdinak irudika ditzake.
Adibidez:
• A kasua: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (apur bat zuriegia)
• B kasua: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (desbideratzeak hiru norabideetan)
Biek ΔE ia bera dute, baina B kasua "konplexuagoa" da eta begi hutsez "lohiago" ager daiteke. Hori dela eta, kolore-diferentziaren kontrol profesionalak ΔE eta banakako tolerantzia kontuan hartu behar ditu. Automobilaren barruko piezen estandar arrunta hau da: ΔE < 1,0, |ΔL|-rekin < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Nondik dator Kolore Desberdintasuna? Lau iturri komun
Bezeroei zerbitzatzen urteetako esperientzian oinarrituta, kolore desberdintasunen iturri nagusiak lau kategoriatan banatzen dira:
1. Material loteen aldakuntza - Ingeniaritza plastikoen lote ezberdinek oinarrizko kolorean desberdintasun txikiak izan ditzakete. Kalifikazio bererako ere, POM-rako 0,3-0,5 lote batetik bestera b-balioaren fluktuazioa ez da arraroa.
2. Kontroletik kanpo lehortzeko prozesua - Nylona, PET eta PC bezalako materialak hezetasunarekiko sentikorrak dira. Gutxiegi edo gehiegizko lehortzeak horia eragin dezake. Kasu batean, operadore batek lehortze-tenperatura 80 °C-tik 100 °C-ra igo zuen, eta b-balioa 1,2tik 2,8ra jauzi egin zuen, sorta oso bat hondatuz.
3. Injekzio-moldaketa-prozesuaren noraeza - Atzeko presioan, torloju-abiaduran, injekzio-abiaduran, euste-presioan, moldearen tenperaturan, etab.-en aldaketa txikiek urtze-fluxua eta kristalizazio-jokabidea alda ditzakete, kolorearen itxura eraginez. Beira-zuntzez indartutako materialak bereziki sentikorrak dira.
4. Neurketa-inguruneko desberdintasunak - Kolorimetro, argi-iturri, neurketa irekidurak edo operadoreak aplikatzen duen presioak eragin dezakete irakurketetan. Bezeroek eta hornitzaileek neurketa estandar bateratu bat adostu behar dute (adibidez, D65 argitzailea, 10°-ko behatzailearen angelua).
V. Ondorioa: kolorea kudeatu daiteke
Ingeniaritza plastikoetan, kolorea jada ez da misterio bat. L, a eta b hiru zenbakiek "Uste dut kolorea okerra dela" sentipen subjektiboa "L balioak tolerantzia gainditzen du 0,6, b balioa 0,8" gauza objektibo bihurtzen dute. Kolore-desberdintasunen lau iturri ulertzeak arazoak sortu aurretik saihesten laguntzen digu.